Изготовление гнутого швеллера
Опубликовано 20 Июл 2013
Рубрика: Механика | 2 комментария
 Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства...
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства...
...гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1. Установим заготовку, прижав ее к рабочей поверхности упора №1.

2. Нажмем на педаль листогиба – выполним первый сгиб.

3. Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.

4. Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!

Для выполнения вышеперечисленных операций необходимо выполнить расчет в Excel нескольких технологических размеров.
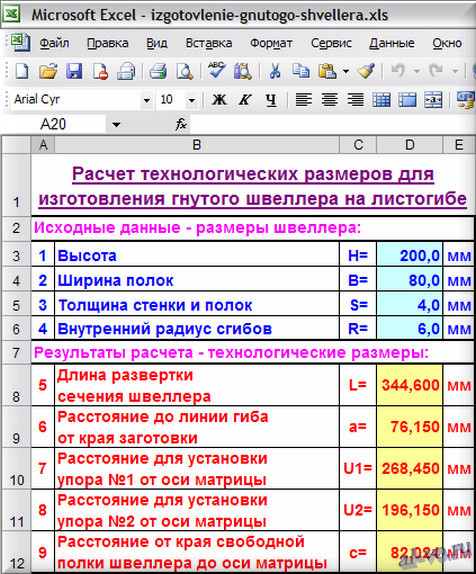
Исходные данные: нам нужен гнутый из листа толщиной S равнополочный швеллер с внутренними радиусами изгиба R, с высотой H и с шириной полок B.
Алгоритм действий:
1. Определим размеры заготовки — рассчитаем длину развертки профиля — L.
2. Определим расстояние от края заготовки до оси линии сгиба — a.
3. Вычислим координаты установки упора №1 – U1.
4. Вычислим координаты установки упора №2 – U2.
5. Для определения технологической возможности изготовления гнутого швеллера с заданными размерами рассчитаем размер от края свободной полки швеллера до оси матрицы – c и проверим – не упирается ли швеллер в конце хода пуансона в его боковую поверхность.
При отсутствии на вашем компьютере программы MS Excel можно выполнить расчет в программе Calc из бесплатного пакета Open Office.
Исходные данные — в ячейках со светло-бирюзовой заливкой, результаты расчетов — в ячейках со светло-желтой заливкой.
Заполняем ячейки исходными данными:
1. Высоту швеллера H в миллиметрах заносим
в ячейку D3: 200
2. Ширину полок швеллера В в миллиметрах пишем
в ячейку D4: 80
3. Толщину стенки и полок S в миллиметрах пишем
в ячейку D5: 4
4. Внутренний радиус сгибов R в миллиметрах записываем
в ячейку D6: 6
Последующий расчет Excel выполнит на основе этих данных и выдаст пять необходимых технологических размеров.
Расчет в Excel выполняем по формулам:
5. Длину развертки сечения швеллера L в миллиметрах считаем
в ячейке D8: =2*(D4-D5-D6)+D3-2*(D5+D6)+ПИ()*(D5/LN (1+D5/ D6))=344,600
L=2*(B— R— S)+H-2*(R+S)+3.14*(S/ln (1+S/R))
6. Расстояние до линии сгиба от края заготовки a в миллиметрах считаем
в ячейке D9: =D4-D6-D5+ПИ()/4*(D5/LN (1+D5/D6))=76.150
a=B— R— S+3.14/4*(S/ln (1+S/R))
7. Расстояние для установки упора №1 от оси матрицы U1 в миллиметрах рассчитываем
в ячейке D10: =D8-D9=268.450
U1=L-a
8. Расстояние для установки упора №2 от оси матрицы U2 в миллиметрах рассчитываем
в ячейке D11: =D3-D5-D6+ПИ()/4*(D5/LN (1+D5/D6))=196,150
U2=H— S-R+3.14/4*(S/ln (1+S/R))
9. Расстояние от края свободной полки швеллера до оси матрицы с в миллиметрах считаем
в ячейке D12: =(D3-D4-D5)*(2^0,5)/2=82.024
c=(H— B— S)*(2^0.5)/2
Боковая поверхность пуансона не должна отстоять от оси матрицы на расстоянии больше, чем c. Иначе в процессе гибки швеллер упрется в пуансон! В нашем примере это не грозит произойти, так как значение с весьма велико – 82,024 мм! Вряд ли пуансон будет зачем-либо изготовлен общей толщиной порядка 160 мм (два размера с)!
Рекомендую посмотреть близкие затронутой теме статьи «Расчет усилия листогиба», «Расчет длины развертки», «Всё о гнутом швеллере» и «Всё о гнутом уголке».
Ссылка на скачивание файла: izgotovlenie-gnutogo-shvellera (xls 31,5KB).
Статьи с близкой тематикой
Отзывы
2 комментария на «Изготовление гнутого швеллера»
Ваш отзыв
Посетители: 2,2 млн
Большое спасибо!
все сходится, проверил на швеллере 80×60х6,7 R10. Спасибо